
En la industria, muchas decisiones críticas sobre mantenimiento, filtración y confiabilidad operativa se toman a partir de un resultado de laboratorio. El procedimiento parece lógico: Se toma una muestra de aceite o diésel, se envía al laboratorio y se obtiene un código ISO 4406 que supuestamente representa la limpieza del sistema. Pero aquí aparece una realidad incómoda que pocas veces se menciona: Una muestra estática no siempre refleja la condición real del fluido durante la operación.
Y cuando se trata de contaminación sólida, esa diferencia puede significar desgaste acelerado, fallas prematuras y costos millonarios. El problema de confiar únicamente en una botella La norma ISO 4406 permite clasificar la cantidad de partículas presentes en un fluido. Es una herramienta ampliamente utilizada en:
• Sistemas hidráulicos
• Lubricación industrial
• Equipos móviles
• Almacenamiento y transferencia de diésel
• Filtración industrial
Sin embargo, el conteo de partículas es extremadamente sensible a múltiples variables externas. Durante el proceso de muestreo pueden ocurrir alteraciones que afectan directamente el resultado:
• Contaminación durante la toma de muestra
• Manipulación incorrecta del frasco
• Sedimentación de partículas • Cambios de temperatura y viscosidad
• Transporte y almacenamiento
• Puntos de muestreo poco representativos
En otras palabras:
El resultado puede representar la condición del frasco… y no necesariamente la condición real del sistema.
Lo que realmente sucede dentro del equipo Mientras un sistema está trabajando, el comportamiento del fluido cambia constantemente. Dentro de la línea existen:
• Variaciones de flujo • Turbulencias
• Cambios de presión • Circulación dinámica de partículas
• Eventos transitorios de contaminación
Es decir, el sistema está vivo y en movimiento. Pero una muestra enviada horas después al laboratorio captura apenas una “fotografía estática” de una condición que cambia continuamente. Por eso, un resultado aparentemente limpio no siempre garantiza que el sistema esté protegido durante la operación real.
El verdadero riesgo: una falsa sensación de limpieza Este es uno de los problemas más peligrosos en filtración industrial. Cuando un reporte ISO 4406 muestra valores aceptables, muchas operaciones asumen que el sistema está bajo control. Sin embargo, si el método de medición no representa las condiciones reales de operación, las decisiones posteriores pueden ser incorrectas. Las consecuencias suelen aparecer en forma de:
• Desgaste acelerado de componentes
• Fallas prematuras de bombas e inyectores
• Reducción de vida útil del aceite
• Incremento de costos de mantenimiento
• Paradas no programadas
• Disminución de confiabilidad operacional
Y en industrias críticas, incluso pequeñas variaciones de contaminación pueden generar daños extremadamente costosos. La diferencia entre analizar y monitorear El laboratorio sigue siendo una herramienta fundamental para evaluar:
• Viscosidad
• TAN / TBN • Oxidación
• Desgaste metálico • Estado de aditivos
• Contenido de agua (Karl Fischer)
• Análisis químicos especializados
Pero cuando el objetivo es validar realmente:
• Limpieza ISO 4406
• Eficiencia de filtración • Condición real del fluido
• Desempeño del sistema en operación
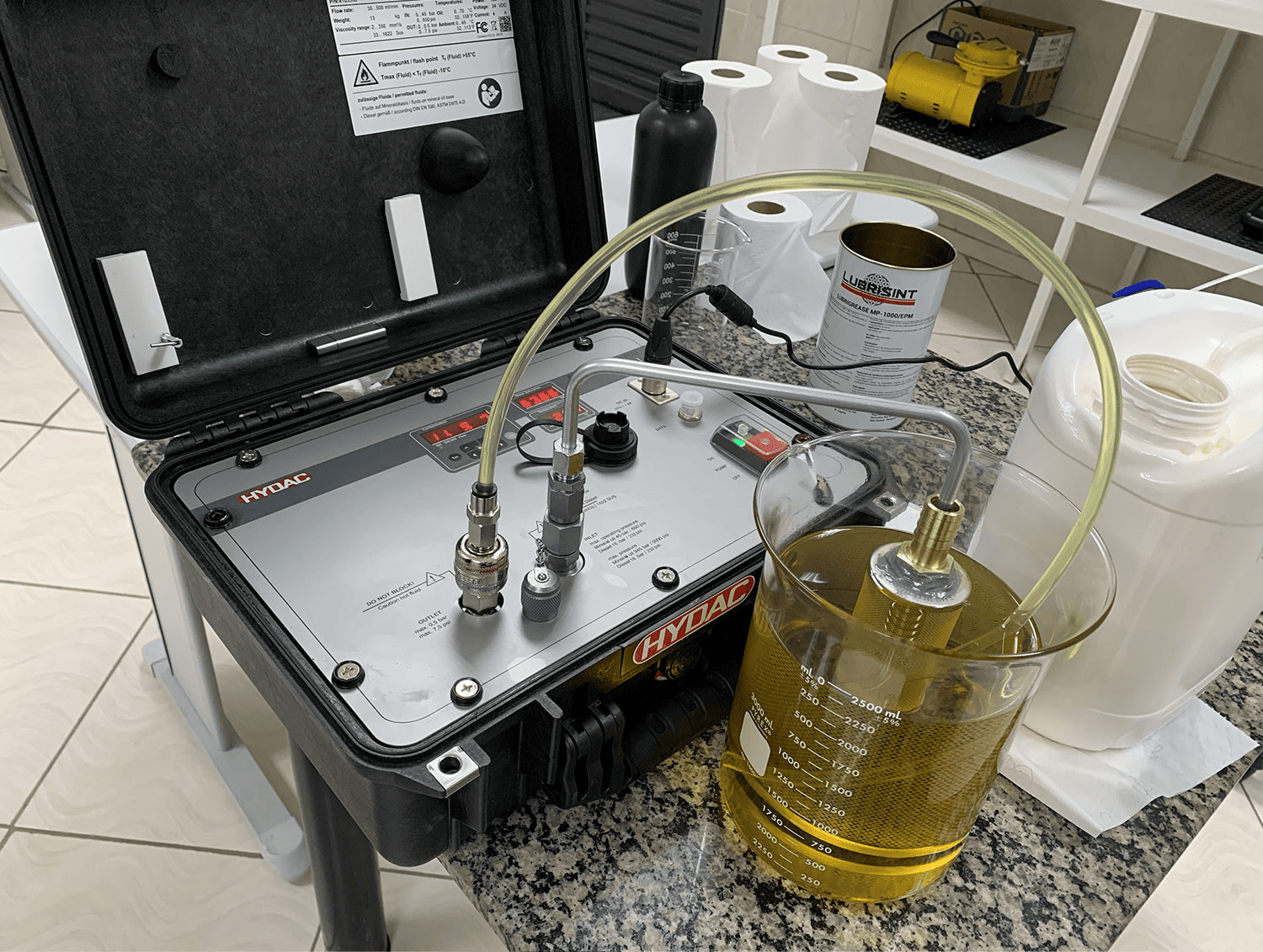
El monitoreo en línea ofrece una visión mucho más precisa. ¿Por qué el monitoreo en línea es más confiable? Un contador láser de partículas en línea permite medir directamente dentro del sistema mientras el fluido está circulando. Esto ofrece ventajas importantes:
✔ Medición en tiempo real
✔ Lectura bajo flujo real
✔ Evaluación en condiciones reales de operación
✔ Detección de eventos transitorios de contaminación
✔ Eliminación de errores por manipulación externa
✔ Datos más confiables para toma de decisiones
En lugar de depender de una muestra aislada, el monitoreo continuo permite entender el comportamiento real del sistema. Y en control de contaminación, esa diferencia es enorme. La contaminación no se controla con suposiciones En filtración industrial, confiar únicamente en una muestra de laboratorio puede generar una percepción equivocada de limpieza. Por eso, las operaciones más exigentes están migrando hacia estrategias de monitoreo en línea y análisis en tiempo real. Porque la limpieza real no siempre llega en una botella. Y cuando se trata de proteger equipos críticos, las decisiones deben basarse en datos reales, no en suposiciones.